Die weitere Detaillierung des Fahrwerkrahmen.
Nach einigen Anfragen von interessierten Lesern bezüglich der Lötlehre möchte ich auf diese kurz eingehen.
Die Grundplatte besteht aus 1,0 mm starkem Messingblech und jeweils an den Seiten dieser Platte rechtwinklig angelöteten Winkel aus 0,5 mm und 1,0 mm dicken gefrästem Messing.

Da in der Montagelehre der Rahmen des Fahrwerk, welcher ebenfalls aus Messing in der Stärke zwischen 0,20mm und 0,25 mm besteht, mit einem 30 Watt Lötkolben mit relativ kurzen der Stärke des Material bedingten Berührungen mit der Kolbenspitze gelötet wird, besteht zu keiner Zeit die Gefahr des verlöten der Rahmenteile mit der Montagelehre! Die roten Pfeile sollen aufzeigen, dass der Rahmen lediglich auf den Pufferbohlen in der Lehre zu liegen kommt. Die Langträger sind frei jeglicher Berührung mit der Lehre.
Mit einem Lötkolben von 30 Watt Leistung wird das 1,0 mm starke Material zu keiner Zeit erwärmt das es eine Verbindung eingehen könnte. Dafür ist dieser Lötkolben bei weitem zu schwach!
Die Winkel der Lehre habe ich mit 60 Watt Leistung angelötet, wobei ich versichern kann, dass 80 Watt Leistung bei dieser Arbeit besser und effektiver gewesen wären.
Der Größe der Messingplatte bedingt gebraucht es einen sehr großen und ausdauernden Wärmeschub, um eine ordentliche und haltbare Lötverbindung zu gewährleisten.
Nun zu den weiteren arbeiten am Fahrwerkrahmen.

Das einlöten der inneren Langträger unter korrekter Maßeinhaltung geht recht einfach von statten.
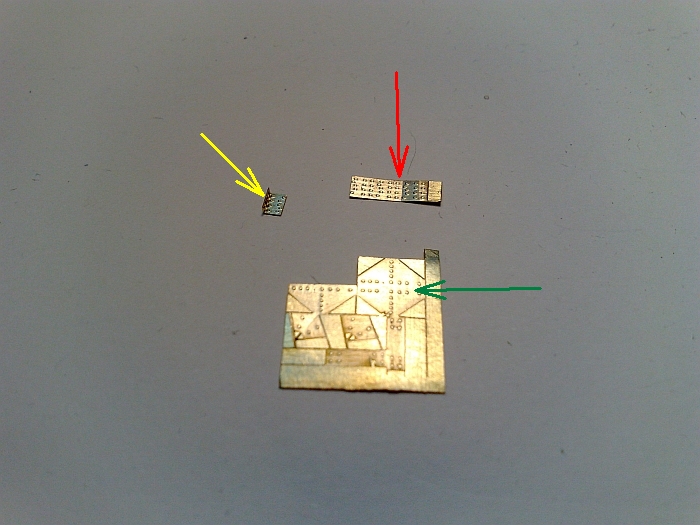
Im Bild zu sehen sind zwei Stück einseitig mit Kupfer kaschierte Pertinaxplatten welche auf das genaue Maß zwischen äußerem und innerem Langträger gebracht sind, so dass diese als Abstandslehre beim verlöten des inneren Langträger dienen.
Die inneren Langträger bestehen aus Messing U - Profil mit der Abmessung von 1,5 mm X 0,75 mm, welche mit dem U - Profil nach innen zeigend auf den Querträgern und an den Pufferbohlen sparsam mit Lötzinn bei leichten Druck mit einer Pinzette gegen das Pertinax verlötet werden.
Dabei muß die Kupferschicht der Pertinaxlehre natürlich nach oben liegen, an sonsten würde sie wohl mit festgelötet werden!
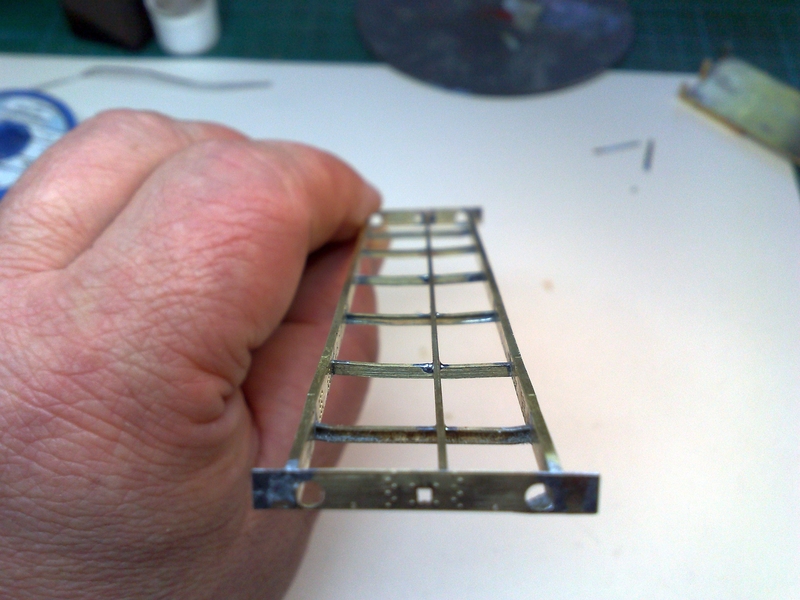
Das Ergebnis dieser Prozedur ist ein völlig gerader und im korrekten Abstand zum äußeren Langträger eingelöteter Innenträger.
Der Abstand zwischen den äußeren Langträger beträgt maßstäbliche 21,45 mm.
Nach dem abtrennen werden die Bleche wiederum an einer angeätzten Linie knapp (ca. 80°) in Richtung rechtem Winkel vor gebogen. Die "nur" 80 Grad haben die Bewandtnis dass beim einlöten des Knotenblech in die Kehle zwischen Pufferbohle und Langträger dieses etwas nachgedrückt werden kann, sodass diese feinen Teile dann exakt im rechten Winkel beim sehr kurzen und schnellen löten zu liegen kommen.
Andererseits könnte kein genauer rechter Winkel gelötet werden, da dass Blech etwas zu federn neigt!
Die Knotenbleche mit dem grünen Pfeil gezeichnet, werden anschließend auf Pufferbohle und Langträger gelötet.
Dabei ist zu beachten, dass das Blech zuerst auf der Pufferbohle verlötet und erst im nachhinein mit etwas leichtem Druck einer Pinzette - Vorsicht wegen der Nietnachbildungen!! - das Blech mit dem äußeren Langträger verbunden wird.
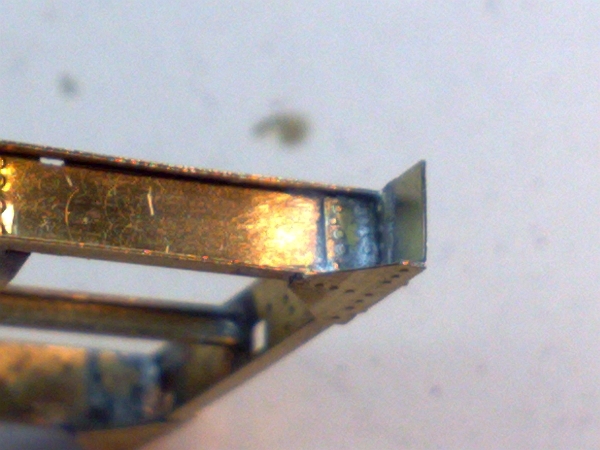
Das Resultat dieser Aktion schaut dann so aus.
Die angebrachten und verlöteten Knotenbleche im grob versäuberten Zustand.
Um eine schonende Säuberung und Befreiung von den Lötrückständen zu erwirken, dabei das Material aber nicht zu verbiegen oder beschädigen gebraucht es einen Glashaarradierer mit 2,0 mm Pinsel im Durchmesser. Der herkömmliche Glasradierer mit 4,0 mm Durchmesser ist meiner Erfahrung nach seiner dicke wegen für solche arbeiten völlig ungeeignet!
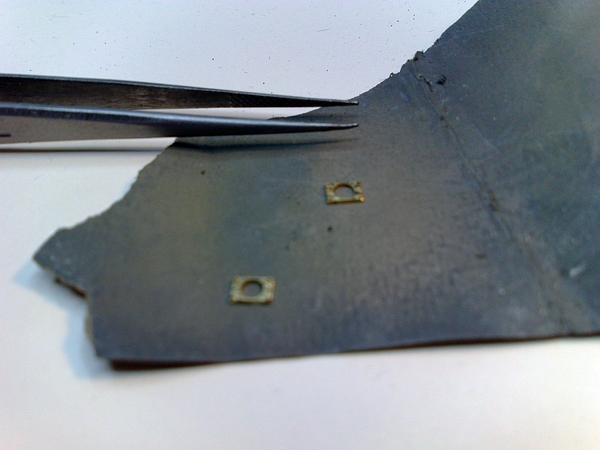
Vor dem einlöten sollten die Sockelplatten leicht mit der Lötseite über 1000er Schleifleinen gezogen werden, damit eine sichere Lötverbindung gewährleistet werden kann. Diese werden dann mit ein wenig Lötzinn vor verzinnt.
Zum halten der Teile beim verlöten benutze ich ausschließlich eine Pinzette aus Titan, nur dieses Material gewährleistet mir ein nicht festkleben der Pinzette gerade von solch kleinsten Teilen bei der Lötung!
Dann wird auch um die Pufferbohrungen mit ein wenig Lot vor verzinnt.
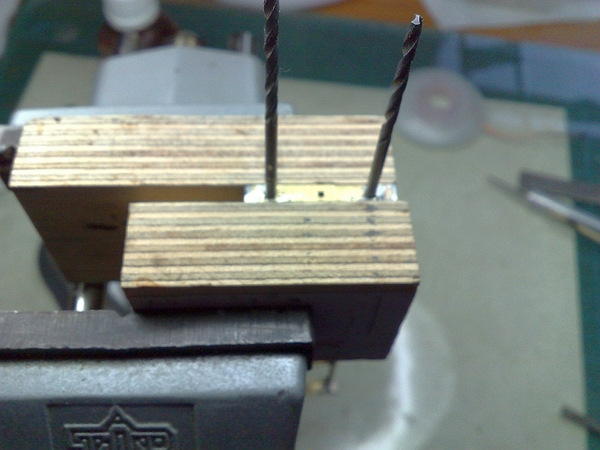
Als "Lehre" zum korrekten verlöten der Puffersockelplatten mit der Pufferbohle dienen mir zwei HSS Bohrer mit 2,2 mm Durchmesser, diesen auch die Pufferschäfte besitzen.
Diese werden mit dem Bohrerschaft gerade und allseitig im rechten Winkel in die Bohrungen der Pufferbohle vorsichtig gesteckt. Die schon im Vorab aufgefädelten Sockelplatten werden dann genausten mit der Pinzette auf der Pufferbohle vermittelt und unter Verwendung von Phosphorsäure als Flussmittel verlötet.

Die verlöteten Puffersockelplatten in der Ansicht.
Das etwas "eigenartige Aussehen" der scheinbar nicht in einer Linie liegenden Sockelplatten hat meine verwendete Kamera verbockt.
Nach dem vermessen beider Platten ist die Maßhaltigkeit absolut gegeben!
Da die Lieferungen von meinen benötigten Teilen zum Weiterbau wohl wegen der "kurzen Woche" etwas länger andauern werden, muß ich mich wieder meiner Lieblingsbeschäftigung widmen - dem Weichenbau und im speziellen dem fertigstellen des Herzstück.
Davon in kürze mehr.
Keine Kommentare:
Kommentar veröffentlichen